|
Kompaktná metóda
testovania totálnych staníc
Článok opisuje kompaktnú
laboratórnu metódu, ktorá overuje uhlovú a dĺžkovú presnosť merania geodetických
prístrojov. Autormi sú Alojzy Dzierzaga a
René Scherrer z firmy Leica
Geosystems AG. Článok je uverejnený v časopise GIM International, jún 2002.
Obrázky uverejnené v tejto upravenej verzii sú z autorizovaného servisného
strediska Leica Geosystems AG v Slovenskej republike. Uhlové merania sú vykonávané
pomocou kolimátorov a dĺžkové merania sú vykonávané s použitím odrazových hranolov, resp. odrazových
fólií ako aj bez použitia odrazových hranolov. Metóda bola optimalizovaná na
využitie v malých priestoroch s cieľom minimalizovať časové požiadavky. Je
vhodná pre servisné pracoviská alebo inštitúcie s obmedzeným priestorom. 1.
ÚVOD Pravidelné overovanie parametrov
geodetických prístrojov sa stáva čoraz dôležitejšie, či už z pohľadu užívateľa alebo zadávateľa prác, ktorí
potrebujú dokumentovať stanovené požiadavky na presnosť prístroja pre daný
kontrakt. Normy DIN a ISO (vydané po novembri 2001) obsahujú metódy na testovanie geodetických prístrojov v
teréne, ktoré sú si navzájom podobné.
Okrem úplnej testovacej metódy ponúka norma ISO aj zjednodušenú
metódu. O správnosti tejto
metódy sa nedá pochybovať, avšak pri praktickom aplikovaní môžu nastať
nasledujúce problémy: -
nájsť vhodné testovacie miesto (nedostatok miesta,
vzdialenosť od testovacieho miesta. atď.), -
legitimný prístup k takýmto miestam, -
čas strávený prípravou testovacieho vybavenia len pre
jeden príležitostný test, -
náklady na permanentnú inštaláciu, -
čas potrebný na vykonanie meraní. Tieto problémy sú zvlášť bežné v servisných
strediskách pre geodetické prístroje, ktoré sa nachádzajú vo väčších mestách,
kde sú problémy s priestorom. Iné inštitúcie sa môžu stretnúť
s podobnými problémami. V nasledujúcom texte je opísaná
tzv. kompaktná laboratórna testovacia metóda odporučená všetkým servisným
strediskám firmy Leica Geosystems AG a je optimalizovaná na eliminovanie
uvedených problémov. 2.
PRÍPRAVA
MERANIA Pri plánovaní prípravy merania sa
kladie zvláštny dôraz na obmedzený priestor a časové limity pre
vykonanie meraní. 2.1 PRÍPRAVA PRE
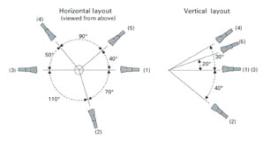
MERANIE HORIZONTÁLNYCH A VERTIKÁLNYCH UHLOV Prístroj je pripravený v podložke
jemne upevnenej na oceľovom alebo betónovom pilieri (obr.1). Uhlové meranie
sa vykonáva pomocou piatich kolimátorov (obr.3), ktoré sú rozmiestnené v
priestore (obr.2). Dva kolimátory sú
umiestnené v horizontálnej rovine a ďalšie tri pod výškovými uhlami
od +30° do –40°. Dôvodom takéhoto rozmiestnenie je optimalizovať čas potrebný
na vykonanie merania. Horizontálne a vertikálne merania, ináč vykonávané
v samostatných krokoch, sú vykonané v jednom kroku. Zámerné kríže
kolimátorov sú smerované tak, aby centricky umožnili súčasné meranie
horizontálnych aj vertikálnych uhlov. Tento postup možno porovnať s
laboratórnymi metódami, keďže atmosferické vplyvy ako refrakcia, vibrácia
a teplotné rozdiely na meranie nevplývajú.
Špeciálny držiak (obr.3) pre
upevnenie kolimátora na stenu alebo na pilier umožňuje jeho otáčanie tak, aby
nevznikla chyba z cielenia spôsobená nesúosovým cielením. 3.2 PRÍPRAVA NA MERANIE DĹŽOK Táto príprava na meranie umožňuje
testovanie merania dĺžok a určenie hodnoty adičnej konštanty
v malom priestore. Metóda krátkych vzdialeností nie je vhodná na určenie
mierkového faktora, namiesto toho by malo byť použité zvyčajné meranie
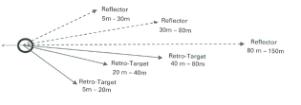
frekvencie prístroja. Umiestnenie
prístroja je zvolené tak, aby boli pokryté dĺžky od 5m do 100m (obr.4). Preto
je potrebné upevniť niektoré odrazové hranoly (obr.6), odrazové fólie
(obr.7) mimo laboratória, napr. na
protiľahlú budovu. Na testovanie prístrojov s bezodrazovým meraním dĺžok
musia byť označené vopred definované ciele. Poloha prístroja (obr.5) musí byť
zabezpečená a zachytená kontrolným bodom alebo aspoň jedným laboratórnym
cieľom v opačnom smere, ako sú merané cieľové body. Vzdialenosti sú merané
a kontrolované pomocou kalibrovaného referenčného prístroja (servis v SR
má k dispozícii totálne stanice Leica TC2003, Leica TDM5000 a švajčiarsky
diaľkomer KERN Mekometer ME 5000).
Tieto dĺžky sa považujú za referenčné.
4.
POSTUPY MERANIA A VYHODNOTENIE 4.1 MERANIE UHLOV Pred začatím merania musí prístroj
získať okolitú teplotu. Čas potrebný na získanie teploty okolia je približne
2 minúty na každý 1°C rozdielu teplôt. Zámerná os, vertikálna os, vertikálny
index a kompenzátor môžu byť pred meraním rektifikované, ale nemajú
vplyv na presnosť, keďže sa meria dvakrát v dvoch polohách a počas
merania zostávajú konštatné. Meranie uhlov vykonávame metódou
merania uhlov v radoch a skupinách. Na kolimátory sa cieli centricky, súčasne
sa vykoná meranie horizontálnych a vertikálnych uhlov. Na meranie
použijeme tri skupiny, pričom medzi každou skupinou merania sa prístroj
odmontuje z podložky, otočí o 120°, vloží späť, zaistí a urovná.
Pomocou tohto postupu môžu byť zistené aj chyby v systéme uhlového
merania. Určenie aposteriórnej hodnoty
štandardnej odchýľky sa vykoná oddelene pre horizontálne smery
a vertikálne uhly pomocou známych vzorcov pre meranie uhlov
v skupinách. 4.2 MERANIE DĹŽOK Pred začatím merania musí prístroj
získať okolitú teplotu a musia byť nastavené špecifické vstupné
parametre ako je adičná konštanta, atď. Predpokladá sa, že prístroj nemá
žiadnu mierkovú chybu. Počas merania dĺžok musí byť meraná
teplota a tlak vzduchu (obr.5), aby bolo možné opraviť merané
vzdialenosti o vplyv existujúcich atmosferických podmienok tak, aby ich
bolo možné porovnať s referenčnými hodnotami. Určenie presnosti a adičnej konštanty
sa musí vykonať samostatne pre každý typ cieľových značiek (hranoly, fólie,
bezodrazové meranie). Merací program pre každý typ cieľovej značky pozostáva
z troch skupín v oboch polohách na tri ciele umiestnené
v rôznych vzdialenostiach. Pre každú dĺžku sa vykoná šesť
meraní. Pre každú dĺžku sa najskôr určí adičná konštanta. Ak by bola adičná konštanta určená
testom väčšia ako 0.5 násobok konštantnej časti špecifikovanej presnosti
dĺžkového merania (pri prístrojoch so špecifikáciou 2mm + 2ppm to zodpovedá
1mm), mal by byť prístroj zrektifikovaný
v servisnom stredisku. Užívateľ nemá možnosť to urobiť. Avšak môže zadať
do prístroja zistenú adičnú konštantu, aby boli dĺžky príslušne opravované. Štandardná odchýľka vyjadrujúca
presnosť merania dĺžok v jednej polohe je vypočítaná obvyklým spôsobom
zo súčtu štvorcov rozdielov dĺžok meraných a referenčných. 4.3 ŠTATISTICKÉ TESTY Pre uhly ako aj pre vzdialenosti je
teraz zaujímavá otázka, či
experimentálne určená odchýlka zodpovedá špecifikáciám výrobcu.
Pomocou štatistických testovacích postupov hypotéz je možné na hladine
významnosti α = 0,05 stanoviť spoločne platný (zaokrúhlený) kvantil 1.3. To znamená, že ak je aposteriórna
hodnota štandardnej odchýľky 1.3 - krát väčšia ako špecifikácia výrobcu,
prístroj sa posudzuje ako nespôsobilý, pričom toto rozhodnutie sa prijíma so
zostatkovým rizikom 5%, že by mohol byť prijateľný. 5 VYHODNOCOVACÍ SOFTWARE S cieľom objektivizovať vyhodnotenie
meraní bol vyvinutý program Main Accuracy (Windows OS), ktorý okrem možného
manuálneho vstupu pre optomechanické prístroje, umožňuje tiež automatický
zber údajov pre elektronické totálne stanice. Užívateľ je nielen vedený hore
opísaným postupom merania, ale je tiež upozornený, ak sa pri meraní vyskytnú
hrubé chyby, ako je zacielenie na nesprávny cieľ. Merané hodnoty a výsledky môžu byť vytlačené ako
správa. 6 VÝSLEDKY
A POROVNANIA
Porovnanie výsledkov získaných
s rovnakým prístrojom pomocou rôznych testovacích metód umožňuje
hodnotiť účinnosť, spoľahlivosť a obmedzenia opisovanej kompaktnej
laboratórnej metódy. Štandardné odchýľky pre uhlové
merania získané kompaktnou metódou, metódou testovania prístrojov v teréne,
alebo metódou testovania prístrojov v labolatóriu pomocou kolimátorov podľa
noriem ISO navzájom dobre súhlasia. Rozdiely medzi týmito odchýľkami neboli
väčšie ako je presnosť udávaná výrobcom. To isté platí aj pre štandartné
odchýľky pre meranie dĺžok. Porovnanie času potrebného pri
„kompaktnej metóde“ a „ISO metóde v teréne“ ukazuje 5 násobnú úsporu
času v prospech „kompaktnej metódy“. 7 ZÁVEREČNÉ POZNÁMKY
V článku je opísaná laboratórna
metóda testovania prístrojov, ktorá bola optimalizovaná vzhľadom na časové
a priestorové požiadavky. V porovnaní s rigoróznymi poľnými
metódami bolo možné kombinovaním merania horizontálnych a vertikálnych
uhlov, použitím referenčných vzdialeností
pre určenie adičnej konštanty a redukovaním počtou nutných meraní
ušetriť čas (5-násobne). Táto metóda je príliš nákladná
pre príležitostné kontroly individuálnych prístrojov. Je vhodná pre
testovanie veľkého počtu prístrojov, ako to je napr. v prípade
servisných stredísk. Servisné stredisko Leica Geosytems AG v Bratislave
zakúpilo hardware a software začiatkom r.2002. V máji t.r. bola ukončená
inštalácia a boli vykonané základné merania. Od 15. mája vydáva Geotech Bratislava
certifikáty, ktoré pozostávajú z dvoch častí: Certifikát uhlov a certifikát dĺžok. Certifikát dĺžok
obsahuje aj testom určenú hodnotu adičnej konštanty.
Tab.:
Kalibrácie vykonané od 10. mája do 1.júna 2002 Geotechom Bratislava
Preklad, úprava a foto: Ing. Ivan Lovíšek, Geotech
Bratislava Lektoroval: doc. Ing. Alojz Kopáčik, PhD., Katedra
geodézie SvF STU v Bratislave - pozri obr. dole:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||